This is a quick-and-dirty, follow-up update to last post’s content. It’s something that I’d obviously want to try, so when an order for some magnets came in today I just had to do it. I made ShapeShift rails for the magnet-friendly trays! Keeping in tradition of this blog, I have a bunch of grainy (it’s dark in the workshop at this time of year) phone camera photos to prove it:
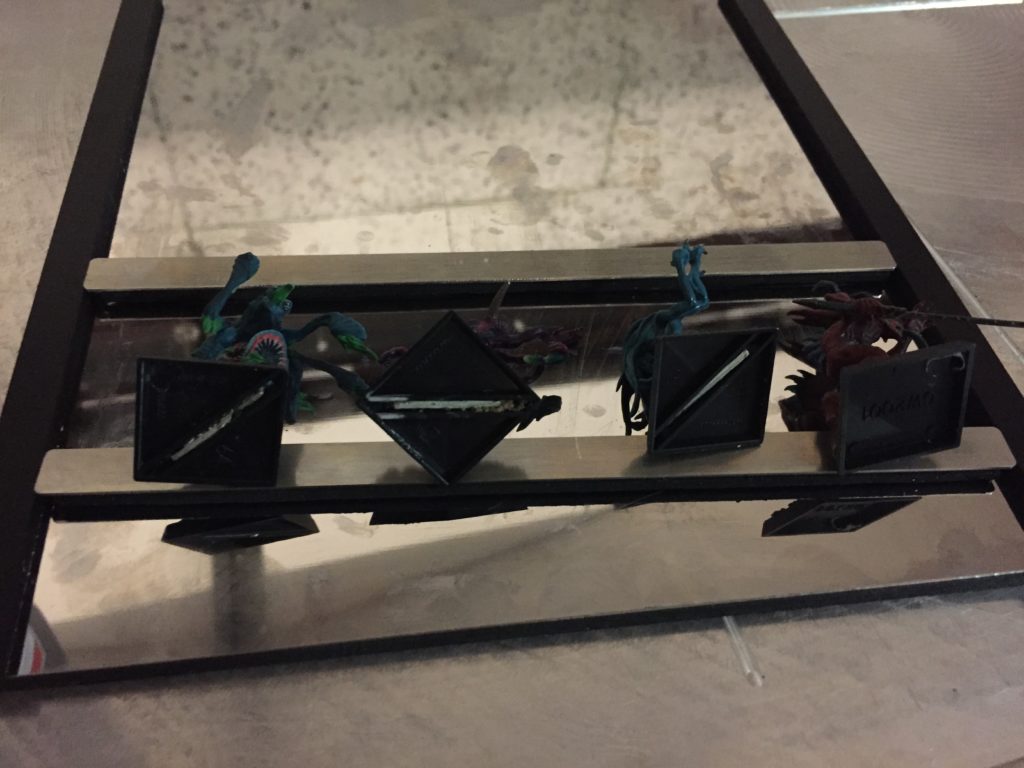
Here are the two prototype aluminium rails on the trayAnd here they are with a bunch of Chaos Daemons attachedOf course they can be held upside down, with magnets I was more worried about sideways movementEvidence of there being no magnets on the models’ basesBut there are two 25x6x2.4 mm rare-earth magnets on one of the rails. The other one has three for comparison.And a nice, out-of-focus shot of the rail underside from a more isometric (yeah, right!) perspective
Over the coming days, I will be testing these a lot, and making more in other materials. I began with aluminium because it’s about 20 times stiffer than acrylic, and I wanted each rail to be only 10 mm wide vs the Evo 12 mm. They’re bound to be weaker than nuts and bolts, but hey, no nuts and bolts! They hold these metal models quite well, even when shaken vigorously they don’t really move.
Stay tuned for more updates on this topic! I will probably be adding these to the store at the same time as the trays, to offer a complete system. Use magnets, but don’t actually magnetize the models, I think it’s a nice option. The rails are dead-simple to use, and the magnets have enough power to resist sideways movement under sufficiently low loads. These rails will have to be tested with bigger models to see how they hold up against not only more weight, but also more leverage. They might flip with a tall, metal model such as the older Greater Daemons from GW.
A lot of people have asked me about support for magnetized models since I started selling ShapeShift bags and trays. As you may know, the Phobos Foundry store does sell steel plate attachments for ShapeShift Evo trays… But if someone’s not too hot on using the ShapeShift system in the first place, say they already magnetized their army, the idea of getting the trays only to use them with attachments is off-putting and financially dubious.
For a long time, I thought about making a magnets-only tray that would fit Overlord and Red Baron bags, and then consistently failed to take action on that idea. The issue was that you only need a thin sheet of steel for carrying models, but the grooves in the walls of the bags are 10 mm wide and 10 mm deep. So the steel needs to be padded with some sort of light material for the trays to fit snugly in their slots. I wasn’t sure what material would be a good fit.
Finally, a wargamer reached out to me and asked me to make him some trays for his magnetized models. This gave me the push needed to pick a filler material and see if I could make trays that would work the way I thought they should.
My choice was foamed PVC, which is a very light, rather hard type of plastic foam. You won’t indent it by squeezing tightly and it creates a great backing for the sheet metal. The composite resulting from gluing the two materials is very stiff and weighs less than a ShapeShift Evo tray (which it should, since the latter has far more components).
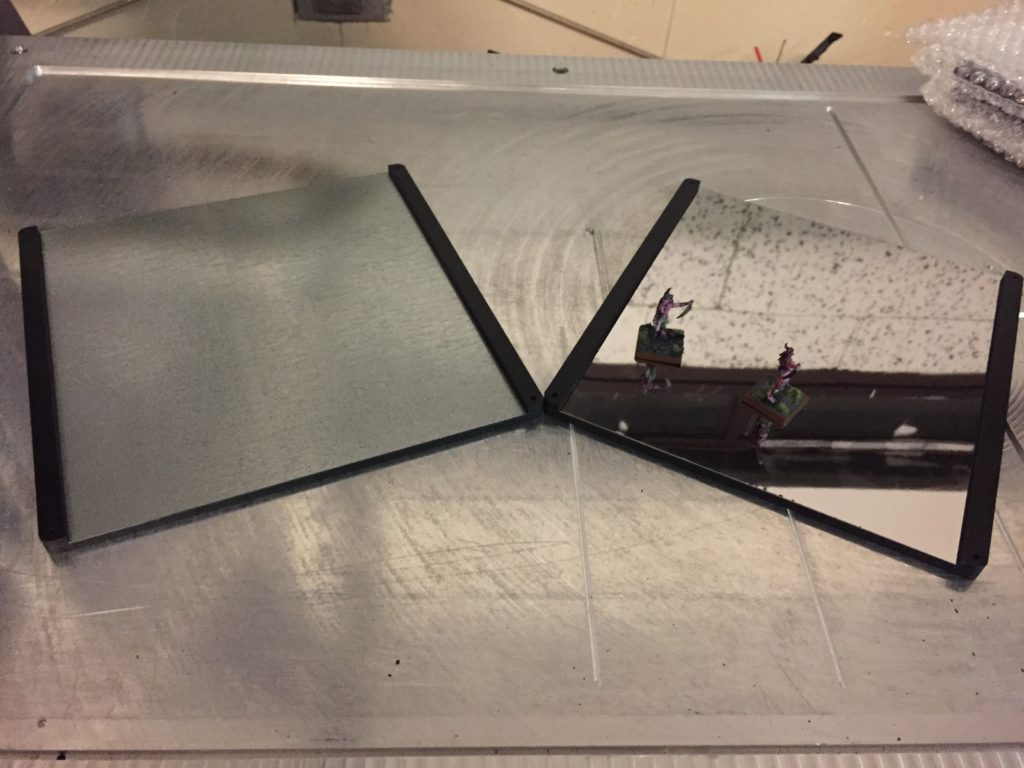
Here’s how the finished trays look:
You might have noticed that there’s a dramatic difference between the tray on the left and the one on the right. That’s because initially, I bought galvanized steel to prevent rust from eating away at the steel. But I wasn’t happy with how it looked when compared to the plastic. So the tray on the right uses a ferromagnetic stainless alloy, which can be bought with a polished or ground finish. It’s practically a mirror finish.
I have already made and shipped trays with both types of steel for a few people. I think they’re a fine addition to the ShapeShift line of products, but I’m still tinkering with the design. Before I add them to the store, I also want to test a variant with just sheet metal, bent on a press to create a shape that would fill the slots in the bag. That’s why I consider the trays pictured above a prototype. You can buy them from me right now if you’re interested, since I have the materials to make more. Regardless of the type of steel, they retail for 11.95€, and the mirror finish is only available for the Red Baron tray size.
Once I have a fabricated steel tray to compare them with, I will decide on what should end up in the store as a permanent new product.
Another thing I wanted to write about is the rubber that’s glued to the rails on ShapeShift Evo trays. Why? Because not only is this a crucial feature that actually makes the system work at all, I also use different types of rubber and I wanted to tell you why your rails might look a bit different from the pictures.
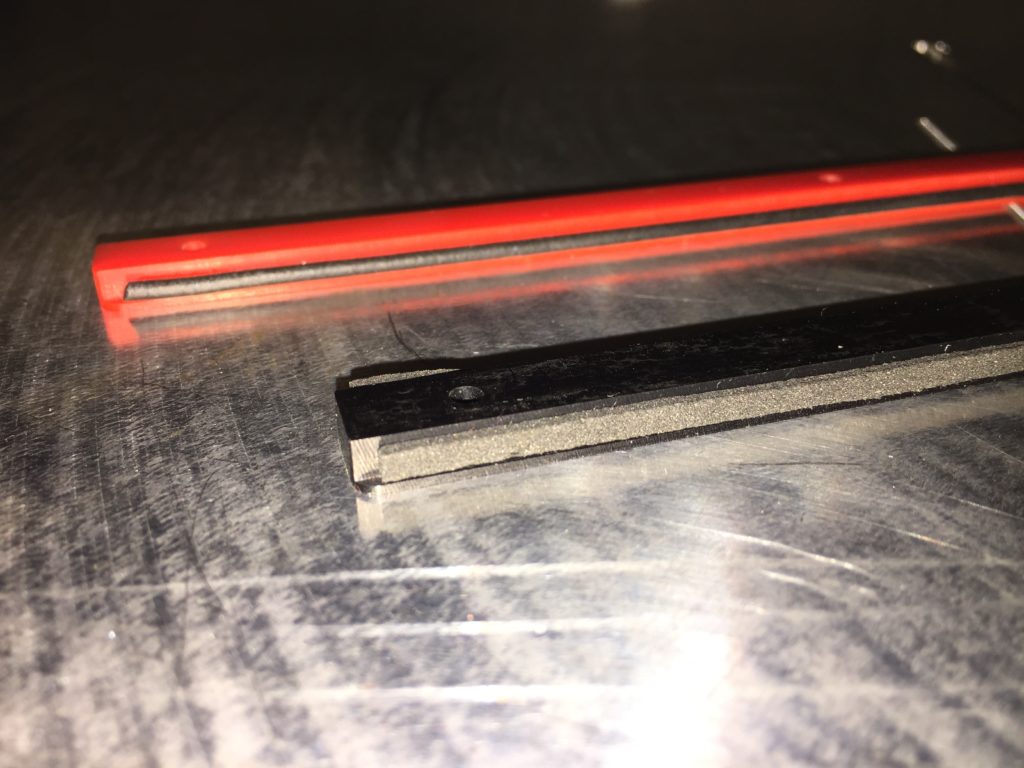
In this terribly flash-lit photo, the light actually allows you to see the black foam against the black acrylic of the slider in front. Without it, it would be very difficult to see clearly.
Aesthetics aside, the foam in the front is EPDM rubber, which has been cut to shape and comes with glue on the back. It’s self-adhesive. I’ve been using it for many months now because of the above advantages.
The rubber in the back is also EPDM, but it has a skin around a foam core and is usually sold as a gasket. It works for preventing leaks of air and various liquids. I’d say it’s a bit nicer, but it has to be cut manually from a giant roll and then glued with standard CA glue.
Both provide the necessary grip for holding miniautres and neither will come off the rail (the glue is stronger than the rubber, so the rubber will tear before it detaches from the plastic). That’s basically it. Some people will end up with both types, so for future reference I wanted to come out and say that the differences are technical and matter to me as the manufacturer, but for the user they are functionally the same.
That’s it for this blog post guys, if you have any comments please post them below. If you’d like some magnet-friendly trays, let me know via email since I might take some time to add one of the versions to the store.
Whatever happened to this blog? Did the new CNC machine mentioned in the previous post ever arrive? Why even start a blog if you’re not going to update it regularly? Do you have pictures of the new machine? Read on to find out the answers to these and other questions in this second instalment of the Phobos Foundry blog.
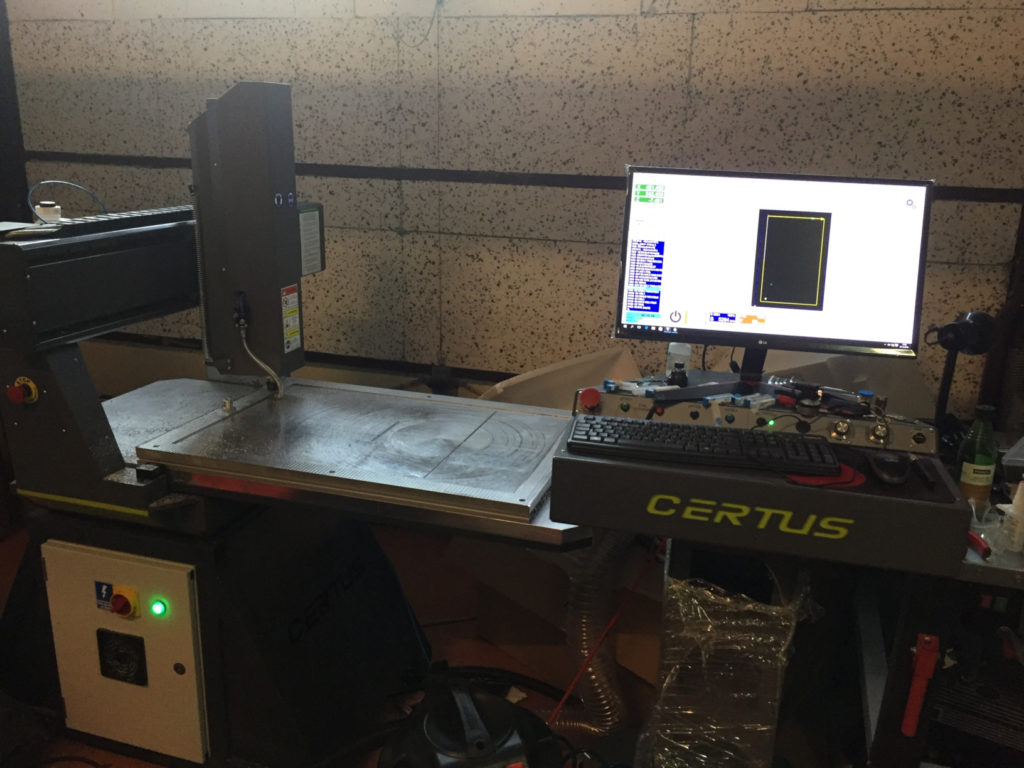
Originally, this blog post went into details about my new Certus 6090 Servo CNC router which has proven its merit in production. It’s fast and has a large work envelope, which more than covers for its lack of stiffness and power since I’m using it for plastics. It also lacks precision when compared to an actual mill, but the build quality is what you get for the price.
Seen here against a picturesque backdrop of scrap styrofoam insulation on a garage door.
The definite pluses also include the free-standing control panel on wheels, which houses a nice, low-budget PC that boots really fast and runs the CNC controller without issues. There could be more room for the mouse, and the control knobs are more of an annoyance than a feature for me since they tend to bump into the keyboard and mouse cables, changing spindle speed values seemingly at random.
I sort of regret this being on lease because it means I can’t mod it without going against my agreement with the bank. It would be great if I could switch between a normal milling spindle and a laser for engraving. Engraving finished products is something I’ve dreamed of for a long time, but when engraving with an endmill you have to hold on to your part without damaging it and that’s really hard in my current workflow. Lasers fix the issue since they don’t touch the part or exert any forces that might move it, so a gentle clamp is enough to have good looking pictures and logos on you parts. But I’m getting off-topic here.
There’s a massive housing over the spindle which serves as further discouragment against tampering.
Overall, the Certus router is an okay buy for my use, cheap but decent and makes short work of any orders, especially after attaching a chip extractor. It absolutely blows when cutting metal, because there are no covers, using the integrated mist cooler system sprays toxic fumes and chips all over the place. It puts me off from redoing a vacuum table that I made for it, which currently doesn’t work and needs a redesign.
After completing all the past orders and getting back to my normal production workflow, I decided it was time to take another look at the Maho. I had a few ideas of what might have happened to it, and what the fixes would entail, so I went ahead and did some testing. Here comes the “fun” part: diagnosing the machine, it occurred to me to change a parameter in the settings file (just a text file with a different extension that stores machine parameters in LinuxCNC), which immediately fixed the problem. It took about 15 minutes.
There are many words that come to mind in such situations, but the Internet has provided us all with images that convey certain emotions swiftly and in an entertainingly familiar way:
“Buys new CNC machine, fixes old one in 15 minutes”
“With more means of production, who cares about unnecessary debts”
I hope you all had a very Merry Christmas and I wish everyone a great 2020!
Hi guys, this is Marcin and today I wanted to tell you about what’s been happening behind the scenes, so to speak, since there’s been a new development of considerable significance to me – my CNC machine broke down!
If you don’t know what that is, it’s basically a piece of equipment that I’ve been using for the past two years to make all ShapeShift trays. Which of course is a bit of a catastrophe! Also, welcome to the Phobos Foundry blog!
Before I get into any more details I want to say upfront that yes, I’m getting a new machine and no, I’m not throwing in the towel and closing down. The new equipment should arrive in August according to the manufacturer and when it does, work will resume on making more ShapeShift trays.
I debated for a while whether or not to simply temporarily close down the store, but I decided that for maximum transparency it would be far better to start a blog and have a cenralized location for people to keep up to date on what’s happening here. Yes, there is a Phobos Foundry/ShapeShift Facebook page, but FB doesn’t really give you the same options a blog does. Fair word of warning, I tend to write a lot when I sit down to it!
The machine that broke down, a 1985 Maho MH600e, is a computer-controlled device for cutting 3d shapes in various materials. You can program it directly using a special programming language known as G-code, or you can generate machine code using computer software when you have a 3d model of your part.
The Maho
You can use a dizzying array of rotary cutting tools to make short work of whatever it is you want to cut and these types of machines are a staple across all types of industries, whereas machining is also a niche form of entertainment on YouTube with a surprising number of fans (check out channels such as: This Old Tony, Stefan Gotteswinter, Abom79, oxtool, VintageMachinery.org, to name but a few).
Some cutting tools for my CNC mill
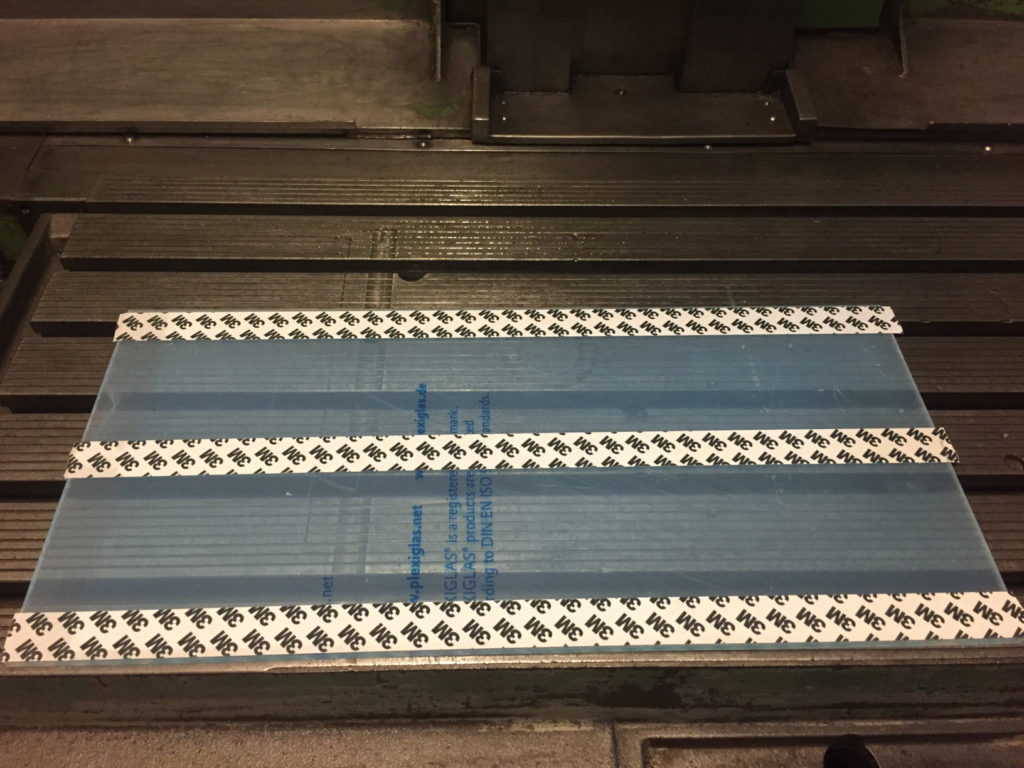
So what I do to make my products is I take a piece of pre-cut sheet stock which I attach to the work table of the machine using double sided tape. That would ordinarily not work or damage the table for several boring reasons, so for anybody who knows more about machining I will mention that I attach the tape to a sacrificial aluminum plate, rather than directly to the mill’s T-slot table itself.
Transparent acrylic stock with double sided tape from 3M
After I input the
position of the stock into the machine’s computer control and run
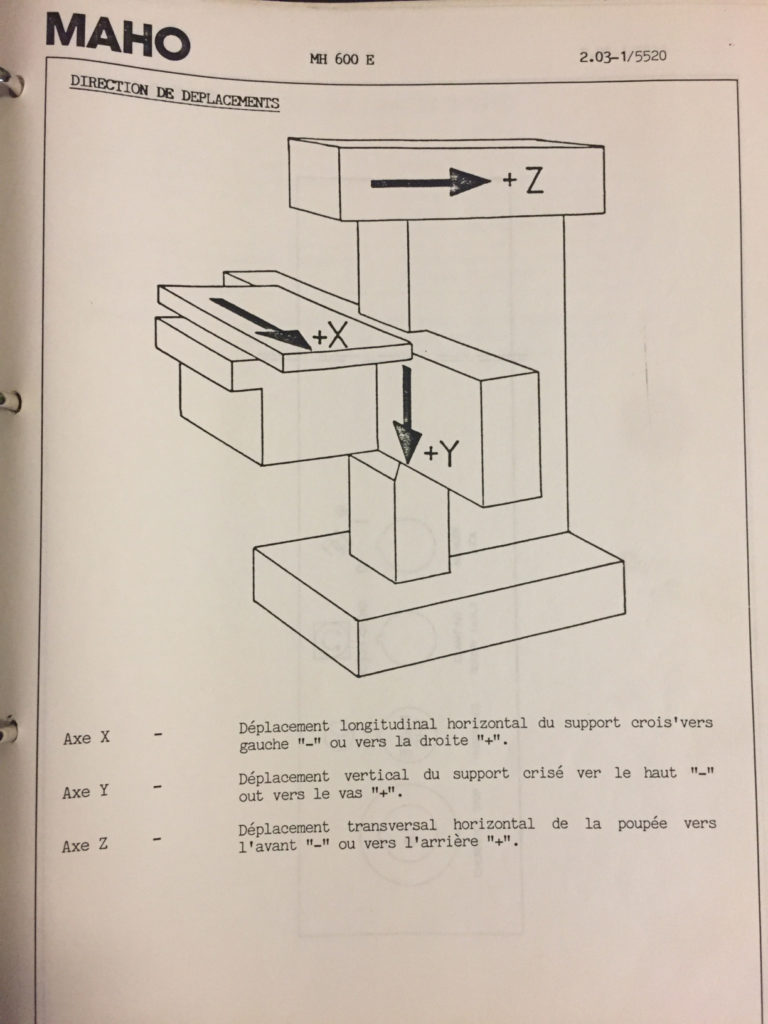
my program, it’s going to move along 3 axes of motion to bring a
spinning cutting tool in contact with the material at the right
places. This machine can move the material sideways, up and down and
the tool itself forward and backward.
The Maho manual explains the 3 axes of motion
The computer control
uses mathematic interpolation to realize movements along various
contours, including circular motion and helixes, even though each
axis can only move in straight lines.
To know where the
tool is in relation to the material and where it needs to be going,
the Maho uses servomechanisms attached to the motor driving each
axis. A servo mechanism is essentially a feedback loop – the
computer tells the motor how much it should turn and gets information
back on how much it actually did turn. On top of that, each axis has
an optical device that tells the computer where the axis is
physically. That way, if there’s a discrepancy between the result
of a command issued by the computer and the actual position of the
tool in relation to the material, that error is compensated to
provide the necessary accuracy.
Servomechanisms
allow highly precise movements to be realized automatically and every
program on a CNC machine is simply a sequence of such movements,
translated into electrical current sent to each motor.
To get back to our issue, I’ve been having trouble with movements in the so-called Z axis, which is responsible for moving the work table up and down (astute readers will see that the manual page above calls it the Y axis, but that actually depends on which spindle the machine is using to cut, since the Maho has two). There are problems with the servo mechanism or with just the mechanical wear on the moving parts which has accumulated over the machine’s intense lifetime cutting metal. The result is unstable operation which can, and already has, led to further damages, namely the tool smashing into the workpiece.
Despite my best
efforts over the past two weeks, I’ve been unable to fix it on my
own, and I’ve also been unable to get help from a qualified service
technician. This is because the machine is very old and any number of
causes might result in such erratic operation. In truth, to further
its service life, this Maho should be torn down, each part cleaned,
inspected and either refurbished or replaced. After an optional
repaint, which shouldn’t really be optional because a machine like
this is rarely torn down and the paint protects its metal parts from
destructive environmental factors, the whole assembly should be
rebuilt and tested.
I could definitely
find someone to do all that, because as you might imagine, it’s
very expensive and there are companies which specialize in such work,
but not only would it exceed my financial capabilities, it would
likely take 3 months at minimum and would involve the logistics
necessary for sending off a 2 ton machine to the rebuiler’s
facility. It would simply put me out of business.
For smaller repairs,
service technicians are scarcely available, it is an understaffed
trade here in Poland, they have too much work and so they try to find
jobs that yield the highest pay (read big jobs).
So why did I get an
old machine like this to begin with? It was bound to fail at some
point after all. Well, this type of industrial equipment is extremely
expensive to buy new and this particular mill was just a good deal at
the time when I needed something like it.
The machine I’m
getting now is far cheaper new because it belongs to an entriely
different class. When I bought the Maho, I used it to make aluminum
molds for casting resin parts. For that application, it was very good
since I could achieve a decent level of precision despite all the
wear and I didn’t mind that the work was rather slow.
Since that
manufacturing avenue ultimately didn’t work out, and I might get
into more details about failed ShapeShift iterations in the future, I
used the Maho to cut parts directly rather than to make tooling. For
the purpose of medium-scale production in plastic, the Maho was just
a bad choice.
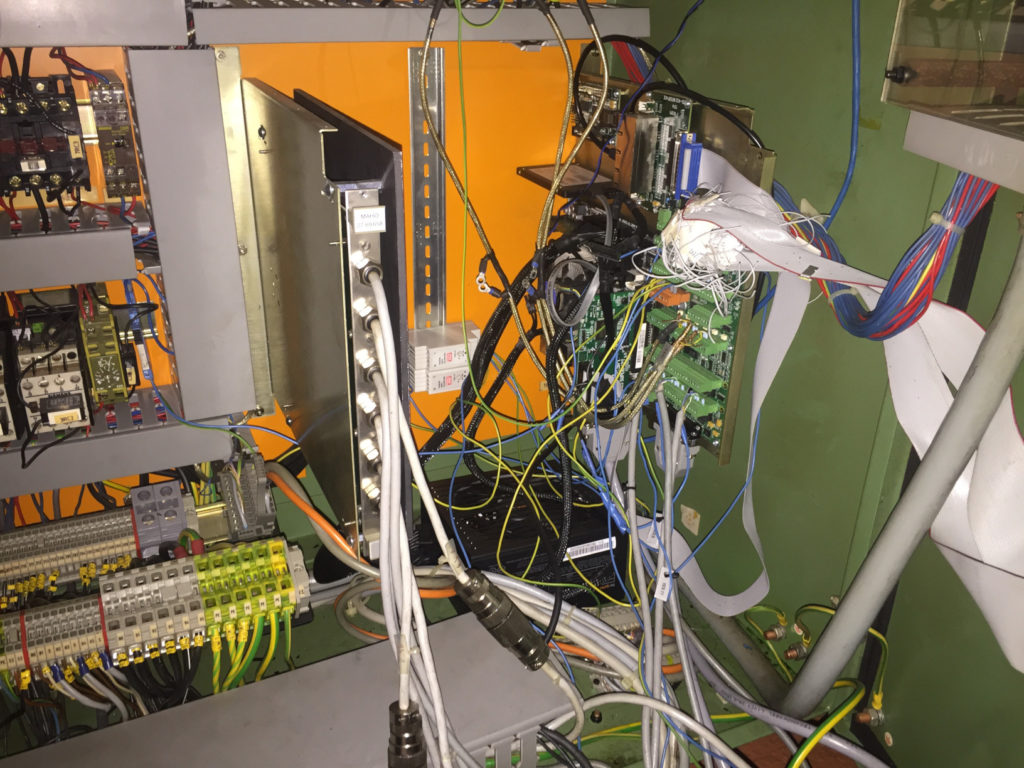
I needed to make some modifications to get acceptable machining times on my parts, and in the end, I also retrofitted the mill with a new computer and control, LinuxCNC. Unfortunately my best setup lasted a mere month before my newest issues started, and I began to search for a way out.
The new computer I retrofitted the Maho with inside the machine’s electric cabinet
I still want the Maho to work at some point, because I can use it to make injection molds in the future (designs for which I have already purchased this year, well before my problems started). Since these things are super expensive to commision and the type of work – precision cuts in hard steel – perfectly fits the Maho’s profile (even if a modern mill would make such molds quicker, speed is pointless when you’re not offering a service but use the mill for your own needs). Rebuilding the machine would cost far less than making the molds I need, and I decided to hold on to the Maho for the time being.
And so I came to the
conclusion that buying a different type of machine was the best way
to go forward. It should be very well suited for cutting plastic and
other light materials, and would be much faster though less precise
(with a less sophisticated servo mechanism than my current mill). It
should outperform the Maho in terms of production, and also change
the way I work and stock parts. I have already placed my order and
will have the new mill in August.
One of the best
things about a factory new machine of course, is that it’s new!
Hence, you get a warranty and don’t have to know everything about
it to use it, since there are service technicians available to fix
any problems that come up. This was also a very important factor in
my decision on how to continue with ShapeShift in the near future.
Whether to continue or not was not really up for debate, since, fortnately, the demand speaks for itself for which I am very thankful!
When the new machine arrives I will manufacture and ship all the outstanding orders that waiting customers choose not to refund and hopefully get back on track to making great products for miniature wargamers across the world.
See you next time in
an update on the new machine!
All the best,
Marcin
Your Cart
Contact Us
Have any questions?
Feel free to send us an email at:
support@phobosfoundry.com
or give us a call on Skype:
+48530306578
We work Monday-Friday 9.00-17.00 Central European Time
Learn More
Do you need to know more about how our products work before making a choice?
Check out the bounty of info and reviews on our homepage.